Chapter 11: Hand and Hardware Co-Design: Sunday, Eka, Genesis, and Sanctuary
Overview
Two fingers versus five fingers is not an ideology; it is a task-hand-data co-design problem. This chapter rewrites the problem as a factory-cell data contract. The promise of large robot datasets in [1] and [2] matters, but in manufacturing an episode becomes valuable only when it is attached to inspection and process outcomes.
Two fingers or suction are often better for aligned bin picking; five-finger hands and glove stacks become justified for tool use, regrasp, deformables, and human-workspace compatibility, but maintenance and calibration data must be designed together. The data is therefore not just a camera stream. It includes hand choice, force-torque, tactile patches, controller mode, operator intervention, and inspection result. [3] and [4] show why human-to-robot transfer loses critical signals unless the capture interface is designed around embodiment and contact.
After reading this chapter... - Explain factory manipulation as a data contract rather than a model score. - Separate two-finger, suction, custom, and five-finger choices by collection cost and failure observability. - Read papers, company releases, and deployment claims through evidence tiers. - Design the replay set and QA trace required for a first manufacturing PoC.
Core Map
| Decision axis | Data that must remain observable | Factory-cell decision |
|---|---|---|
| Task distribution | SKU, lot, fixture, contact event, inspection result | Decide whether one policy family is enough or the cell needs task-specific policies [1] |
| Hardware | Gripper, hand, tactile/force channel, calibration state | Compare suction, two fingers, custom tools, and five-finger hands by data cost [2] |
| Operations log | Override, stop, rework, scrap, cycle time | Set retraining triggers and rollback criteria [3] |
Visual Argument
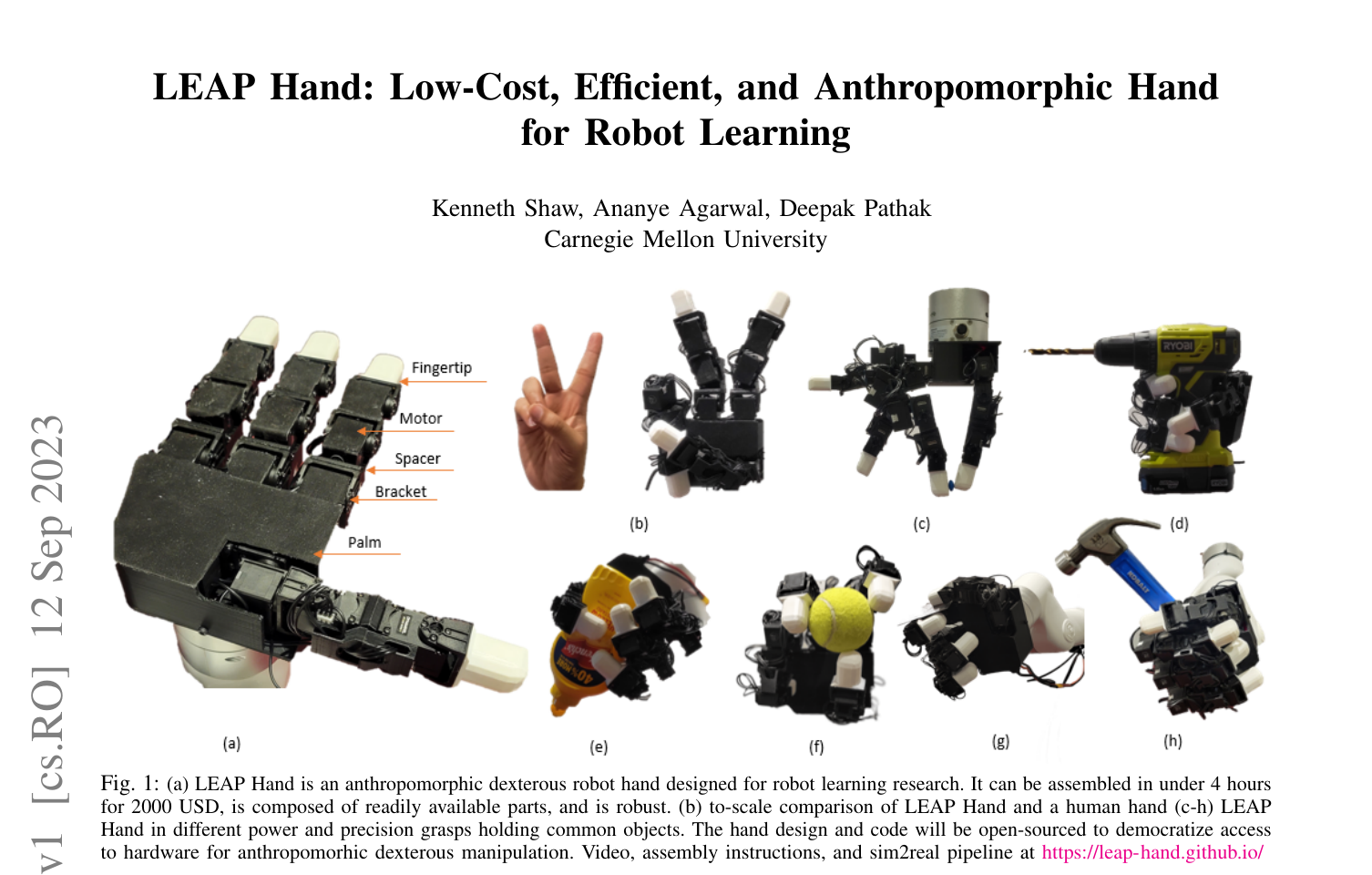
Figure 11.1. LEAP Hand represents low-cost dexterous hand learning. Source: reused local survey asset or author-created illustration.

Figure 11.2. ORCA-style hand co-design example. Source: reused local survey asset or author-created illustration.
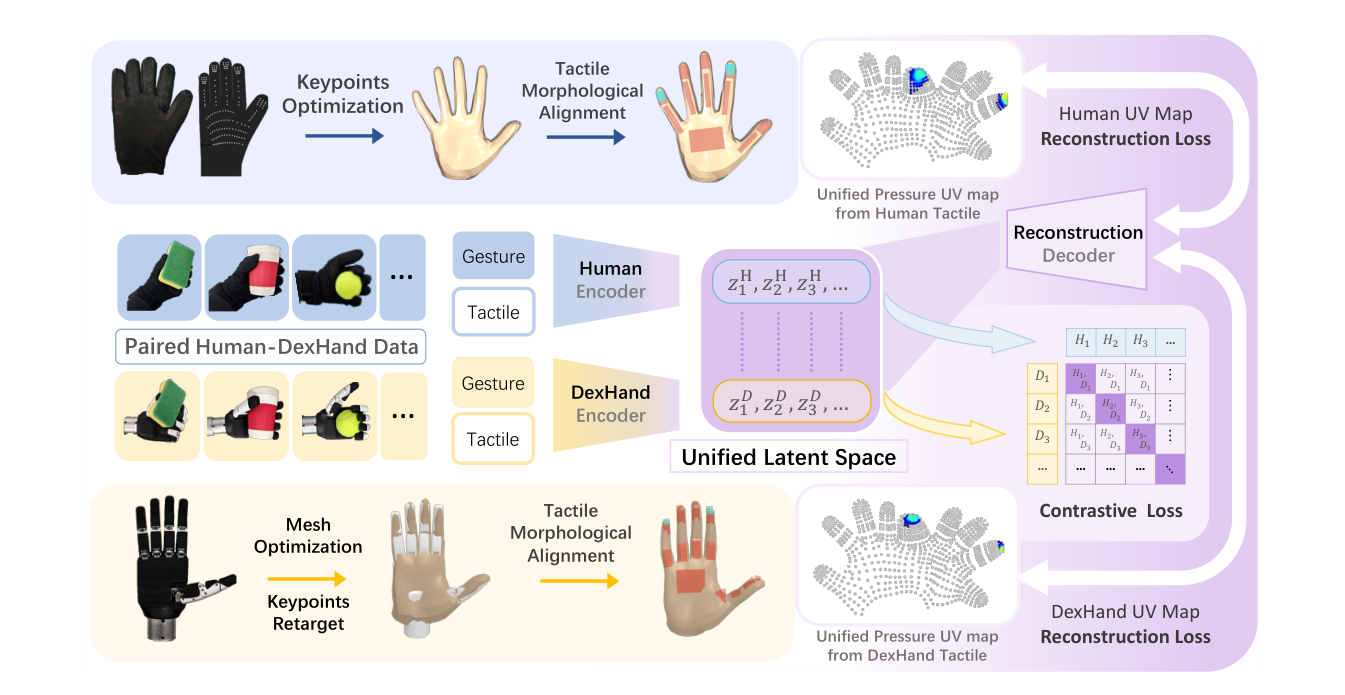
Figure 11.3. UniTacHand links tactile representation and hand transfer. Source: reused local survey asset or author-created illustration.
Task-Hand-Data Co-Design
The practical meaning of task-hand-data co-design is that process variables must be left in a learnable form. [1] shows how scale can broaden embodiment and task families, yet a factory cell is narrower and stricter. A pick that looks identical to a person can become a different distribution when fixture tolerance, surface contamination, cycle pressure, or reject code changes.
In the concrete scenario, Two fingers or suction are often better for aligned bin picking; five-finger hands and glove stacks become justified for tool use, regrasp, deformables, and human-workspace compatibility, but maintenance and calibration data must be designed together. Human demonstrations alone are not enough. Even when an interface such as [2] makes collection easier, a policy will repeat the same release failure if contact force and failure cause are absent. The episode schema must bind observation, action, contact state, QA outcome, and operator note under one key.
The evidence tier matters. A source such as [3] gives a method and benchmark that can be inspected. A company source can reveal deployment direction, but usually exposes less about data rights, recovery handling, and operating metrics. Manufacturers should place both in the same comparison table but never read them with the same confidence.
From a control perspective, the learned policy should not be the whole system. Force limits, guarded motion, fixture state, collision zones, and rollback conditions have to sit around the model. Without that boundary, collecting more data can create more safety stops and more rework instead of a more deployable robot.
From an operating perspective, the reproducibility of failure matters more than a headline success rate. A failure has to enter a replay set, the next update has to pass that replay set, and the deployed cell has to show a lower rate for the same failure code. The question is not only how to describe task-hand-data co-design, but which missing log would make the claim collapse on a line.
The Data Economics of Gloves and Hands
The practical meaning of the data economics of gloves and hands is that process variables must be left in a learnable form. [4] shows how scale can broaden embodiment and task families, yet a factory cell is narrower and stricter. A pick that looks identical to a person can become a different distribution when fixture tolerance, surface contamination, cycle pressure, or reject code changes.
In the concrete scenario, Two fingers or suction are often better for aligned bin picking; five-finger hands and glove stacks become justified for tool use, regrasp, deformables, and human-workspace compatibility, but maintenance and calibration data must be designed together. Human demonstrations alone are not enough. Even when an interface such as [5] makes collection easier, a policy will repeat the same release failure if contact force and failure cause are absent. The episode schema must bind observation, action, contact state, QA outcome, and operator note under one key.
The evidence tier matters. A source such as [6] gives a method and benchmark that can be inspected. A company source can reveal deployment direction, but usually exposes less about data rights, recovery handling, and operating metrics. Manufacturers should place both in the same comparison table but never read them with the same confidence.
From a control perspective, the learned policy should not be the whole system. Force limits, guarded motion, fixture state, collision zones, and rollback conditions have to sit around the model. Without that boundary, collecting more data can create more safety stops and more rework instead of a more deployable robot.
From an operating perspective, the reproducibility of failure matters more than a headline success rate. A failure has to enter a replay set, the next update has to pass that replay set, and the deployed cell has to show a lower rate for the same failure code. The question is not only how to describe the data economics of gloves and hands, but which missing log would make the claim collapse on a line.
Reading Figure, Sanctuary, and Sunday-Style Claims
The practical meaning of reading figure, sanctuary, and sunday-style claims is that process variables must be left in a learnable form. [7] shows how scale can broaden embodiment and task families, yet a factory cell is narrower and stricter. A pick that looks identical to a person can become a different distribution when fixture tolerance, surface contamination, cycle pressure, or reject code changes.
In the concrete scenario, Two fingers or suction are often better for aligned bin picking; five-finger hands and glove stacks become justified for tool use, regrasp, deformables, and human-workspace compatibility, but maintenance and calibration data must be designed together. Human demonstrations alone are not enough. Even when an interface such as [8] makes collection easier, a policy will repeat the same release failure if contact force and failure cause are absent. The episode schema must bind observation, action, contact state, QA outcome, and operator note under one key.
The evidence tier matters. A source such as [9] gives a method and benchmark that can be inspected. A company source can reveal deployment direction, but usually exposes less about data rights, recovery handling, and operating metrics. Manufacturers should place both in the same comparison table but never read them with the same confidence.
From a control perspective, the learned policy should not be the whole system. Force limits, guarded motion, fixture state, collision zones, and rollback conditions have to sit around the model. Without that boundary, collecting more data can create more safety stops and more rework instead of a more deployable robot.
From an operating perspective, the reproducibility of failure matters more than a headline success rate. A failure has to enter a replay set, the next update has to pass that replay set, and the deployed cell has to show a lower rate for the same failure code. The question is not only how to describe reading figure, sanctuary, and sunday-style claims, but which missing log would make the claim collapse on a line.
Open Hands and Tactile Stacks
The practical meaning of open hands and tactile stacks is that process variables must be left in a learnable form. [10] shows how scale can broaden embodiment and task families, yet a factory cell is narrower and stricter. A pick that looks identical to a person can become a different distribution when fixture tolerance, surface contamination, cycle pressure, or reject code changes.
In the concrete scenario, Two fingers or suction are often better for aligned bin picking; five-finger hands and glove stacks become justified for tool use, regrasp, deformables, and human-workspace compatibility, but maintenance and calibration data must be designed together. Human demonstrations alone are not enough. Even when an interface such as [11] makes collection easier, a policy will repeat the same release failure if contact force and failure cause are absent. The episode schema must bind observation, action, contact state, QA outcome, and operator note under one key.
The evidence tier matters. A source such as [12] gives a method and benchmark that can be inspected. A company source can reveal deployment direction, but usually exposes less about data rights, recovery handling, and operating metrics. Manufacturers should place both in the same comparison table but never read them with the same confidence.
From a control perspective, the learned policy should not be the whole system. Force limits, guarded motion, fixture state, collision zones, and rollback conditions have to sit around the model. Without that boundary, collecting more data can create more safety stops and more rework instead of a more deployable robot.
From an operating perspective, the reproducibility of failure matters more than a headline success rate. A failure has to enter a replay set, the next update has to pass that replay set, and the deployed cell has to show a lower rate for the same failure code. The question is not only how to describe open hands and tactile stacks, but which missing log would make the claim collapse on a line.
Maintenance and Calibration in the Field
The practical meaning of maintenance and calibration in the field is that process variables must be left in a learnable form. [13] shows how scale can broaden embodiment and task families, yet a factory cell is narrower and stricter. A pick that looks identical to a person can become a different distribution when fixture tolerance, surface contamination, cycle pressure, or reject code changes.
In the concrete scenario, Two fingers or suction are often better for aligned bin picking; five-finger hands and glove stacks become justified for tool use, regrasp, deformables, and human-workspace compatibility, but maintenance and calibration data must be designed together. Human demonstrations alone are not enough. Even when an interface such as [14] makes collection easier, a policy will repeat the same release failure if contact force and failure cause are absent. The episode schema must bind observation, action, contact state, QA outcome, and operator note under one key.
The evidence tier matters. A source such as [15] gives a method and benchmark that can be inspected. A company source can reveal deployment direction, but usually exposes less about data rights, recovery handling, and operating metrics. Manufacturers should place both in the same comparison table but never read them with the same confidence.
From a control perspective, the learned policy should not be the whole system. Force limits, guarded motion, fixture state, collision zones, and rollback conditions have to sit around the model. Without that boundary, collecting more data can create more safety stops and more rework instead of a more deployable robot.
From an operating perspective, the reproducibility of failure matters more than a headline success rate. A failure has to enter a replay set, the next update has to pass that replay set, and the deployed cell has to show a lower rate for the same failure code. The question is not only how to describe maintenance and calibration in the field, but which missing log would make the claim collapse on a line.
Manufacturing Cell Checkpoint
Start a PoC by writing the data contract before selecting the model. Two fingers or suction are often better for aligned bin picking; five-finger hands and glove stacks become justified for tool use, regrasp, deformables, and human-workspace compatibility, but maintenance and calibration data must be designed together. The contract should include episode ID, operator or teleop ID, hand or tool ID, contact channel, controller mode, quality decision, defect code, override reason, and rollback condition. If a vendor hides or cannot export these fields, the manufacturer cannot explain why model improvement happens.
The second checkpoint is evidence tiering. Papers with arXiv or DOI links support method claims; official company pages support product-direction claims; press and watchlist items should not become load-bearing claims. PI, Generalist, Skild, Figure, Covariant, Dexterity, Chef Robotics, Sunday, Config, and CarbonSix all fit under data-driven manipulation, but they expose very different evidence about manufacturing readiness.
Open Questions and Failure Modes
First, large data without contact state leaves insertion, wiping, deformable handling, and tool use under-observed. Second, when data rights stay entirely with the vendor, the manufacturer does not own the cause of process improvement. Third, worker video and process IP are learning assets and governance risks at the same time. Fourth, sim-to-real data does not guarantee factory performance unless it is tied to real QA labels.
Data Contract Addendum
The important unit is not the model name but the observable attempt. To a human, two factory cycles can look like the same task; to a robot, they may differ in surface friction, initial pose, contact order, force limit, and inspection rule. Data strategy is therefore an operating system for connecting failures to process variables, not a campaign for collecting success clips.
Factory data is slower and messier than benchmark data, but it carries more decisive labels. Defect codes, rework, operator intervention, line stops, and safety stops are not noise to be hidden from learning. They are the labels that decide whether a policy can be deployed. If those labels are detached from episodes, model curves can improve while process KPIs stay flat.
Large-data driven manipulation is therefore not a choice of one VLA. It is a joint design of task schema, hand choice, controller boundary, replay set, QA trace, and update governance. Without that design, a foundation model may produce impressive demonstrations without becoming repeatable replacement labor in manufacturing.
Operating Loop Addendum
The important unit is not the model name but the observable attempt. To a human, two factory cycles can look like the same task; to a robot, they may differ in surface friction, initial pose, contact order, force limit, and inspection rule. Data strategy is therefore an operating system for connecting failures to process variables, not a campaign for collecting success clips.
Factory data is slower and messier than benchmark data, but it carries more decisive labels. Defect codes, rework, operator intervention, line stops, and safety stops are not noise to be hidden from learning. They are the labels that decide whether a policy can be deployed. If those labels are detached from episodes, model curves can improve while process KPIs stay flat.
Large-data driven manipulation is therefore not a choice of one VLA. It is a joint design of task schema, hand choice, controller boundary, replay set, QA trace, and update governance. Without that design, a foundation model may produce impressive demonstrations without becoming repeatable replacement labor in manufacturing.
Deployment Governance Addendum
The important unit is not the model name but the observable attempt. To a human, two factory cycles can look like the same task; to a robot, they may differ in surface friction, initial pose, contact order, force limit, and inspection rule. Data strategy is therefore an operating system for connecting failures to process variables, not a campaign for collecting success clips.
Factory data is slower and messier than benchmark data, but it carries more decisive labels. Defect codes, rework, operator intervention, line stops, and safety stops are not noise to be hidden from learning. They are the labels that decide whether a policy can be deployed. If those labels are detached from episodes, model curves can improve while process KPIs stay flat.
Large-data driven manipulation is therefore not a choice of one VLA. It is a joint design of task schema, hand choice, controller boundary, replay set, QA trace, and update governance. Without that design, a foundation model may produce impressive demonstrations without becoming repeatable replacement labor in manufacturing.
What to Learn Next
The next chapter applies the same principle to hands and end-effectors. Some cells are best served by suction or two fingers; others cannot close the data loop without five-finger hands and tactile or force-rich data.
References
- Shaw, Kenneth (2023). LEAP Hand: Low-Cost, Efficient, and Anthropomorphic Hand for Robot Learning. arXiv.
- Lambeta, Mike (2024). Digitizing Touch with an Artificial Multimodal Fingertip. arXiv.
- Choi, Hojung (2025). CoinFT: A Coin-Sized, Capacitive 6-Axis Force Torque Sensor for Robotic Applications. arXiv.
- Bhirangi, Raunaq (2024). AnySkin: Plug-and-play Skin Sensing for Robotic Touch. arXiv.
- Feng, Ruoxuan (2025). AnyTouch: Learning Unified Static-Dynamic Representation across Multiple Visuo-Tactile Sensors. arXiv.
- Xu, Mengda (2025). DexUMI: Using Human Hand as the Universal Manipulation Interface for Dexterous Manipulation. arXiv.
- Fang, Hao-Shu (2025). DEXOP: Passive Exoskeleton for Direct-contact Dexterous Demonstration. arXiv.
- Si, Zilin (2025). ExoStart: From 10 Exoskeleton Demos to Dexterous Robot Manipulation. arXiv.
- Zheng, Renhao (2026). EgoScale: Scaling Dexterous Manipulation with Diverse Egocentric Human Data. NVIDIA Research.
- Figure AI (2026). Figure 03 + Helix 02: General-Purpose Humanoid System. Company product page.
- Figure AI (2025). Helix: A Vision-Language-Action Model for Generalist Humanoid Control. Company announcement.
- Hao, Yaru (2025). Tactile-Language-Action Model for Contact-Rich Manipulation. arXiv.
- Huang, Yuhang (2025). Tactile-VLA: Unlocking Vision-Language-Action Model's Physical Knowledge for Tactile Generalization. arXiv.
- Yu, Wenhao (2025). ForceVLA: Enhancing VLA Models with a Force-aware MoE for Contact-rich Manipulation. arXiv.
- Ha, Huy (2024). Universal Manipulation Interface: In-The-Wild Robot Teaching Without In-The-Wild Robots. arXiv.
- Choi, Hojung (2026). In-the-Wild Compliant Manipulation with UMI-FT. arXiv.
- Zhao, Tony Z. (2023). Learning Fine-Grained Bimanual Manipulation with Low-Cost Hardware. arXiv.
- Chi, Cheng (2023). Diffusion Policy: Visuomotor Policy Learning via Action Diffusion. arXiv.
- Physical Intelligence (2025). OpenPI: Open Source Robot Policy Stack. GitHub.
- Black, Kevin (2024). pi0: A Vision-Language-Action Flow Model for General Robot Control. arXiv.
- AgiBot World Team (2025). AgiBot World Colosseo: A Large-Scale Manipulation Platform. arXiv.
- NVIDIA (2025). Isaac GR00T N1 Open Foundation Model for Humanoid Robots. NVIDIA Developer.
- Generalist AI (2025). GEN-0 Robot Foundation Model. Company page.
- Skild AI (2024). General-Purpose Robot Brain. Company page.